Analisi della Produttività
La trasformazione della materia organica attraverso processi di digestione anaerobica ha il grande vantaggio di ottenere energia rinnovabile, ammendanti humici e azoto assimilabile dalle coltivazioni, compost di altissima qualità in sostituzione dei fertilizzanti chimici e di sintesi. La costruzione di impianti per la produzione di biogas/biometano alimentati da FOU, sottoprodotti e reflui zootecnici è di grande utilità per produrre energia da fonte rinnovabile programmabile per oltre 8.500 ore/anno contro le 1.300 del fotovoltaico e le 2.200 dell’eolico.
La scheda di rilevamento della funzionalità ed efficienza dell'impianto (documentazione originale consultabile presso il consorzio InnEA), realizzata con la tecnologia InnEA e sottoscritta dai nostri clienti, mostra i seguenti risultati di produttività:
- Ubicazione impianto: Lombardia;
- Alimentazione: Biomasse vegetali e liquami/letami bovini;
- Potenza elettrica installata: 999 kW;
- Energia elettrica prodotta nel 2014: 8.637.686 kWh;
- Ore di lavoro nel 2014: 8700 h;
- Percentuale di autoconsumo nel 2014: 11,7 %.
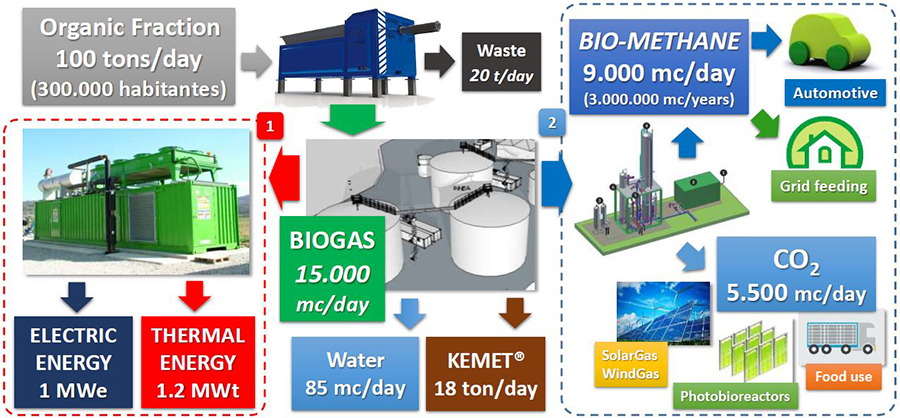
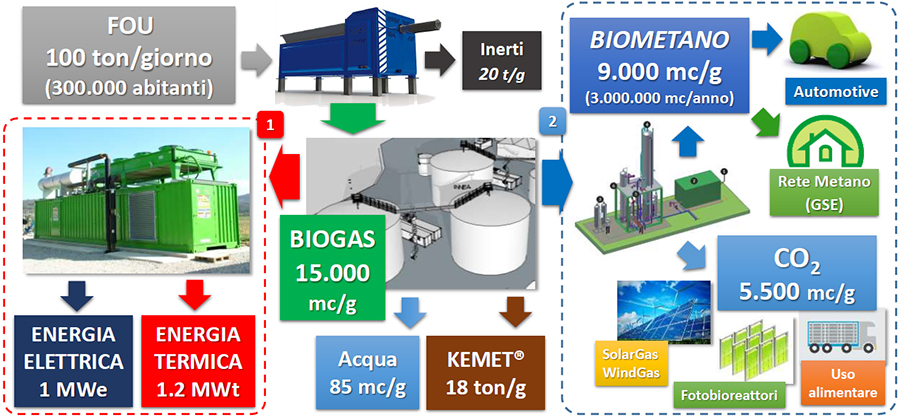
Produzione impianto da 100 ton/g di FOU
Con un impianto InnEA dal trattamento giornaliero di 100 tonnellate di FOU, prodotta da 300.000 abitanti, si ottengono:
- 5 tonnellate di plastica da riciclare o rivendere;
- 15 tonnellate di frazioni secche (ferro, alluminio e materiali inerti) da riciclare;
- 18 tonnellate di compost di alta qualità da usare o rivendere;
- 5.500 m3 di CO2 pura al 99% destinata a diversi usi tra cui quello alimentare;
- 15.000 m3 di biogas, che diventano 9.000 m3 di biometano o alimentano un cogeneratore da 1 MW per la produzione di energia elettrica e termica.
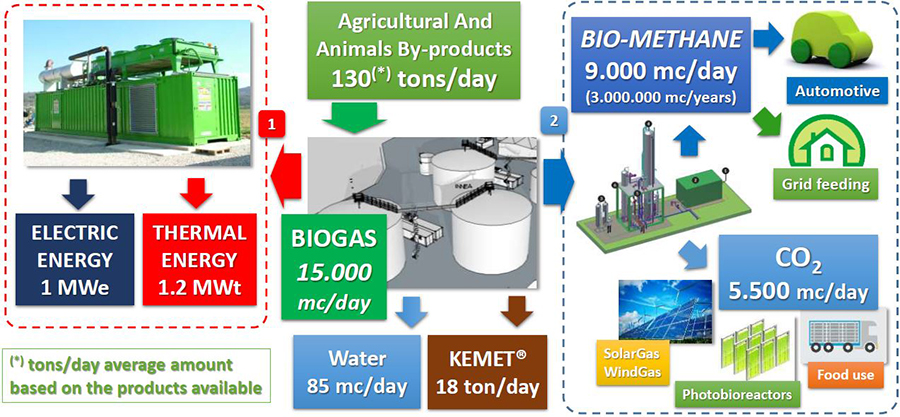
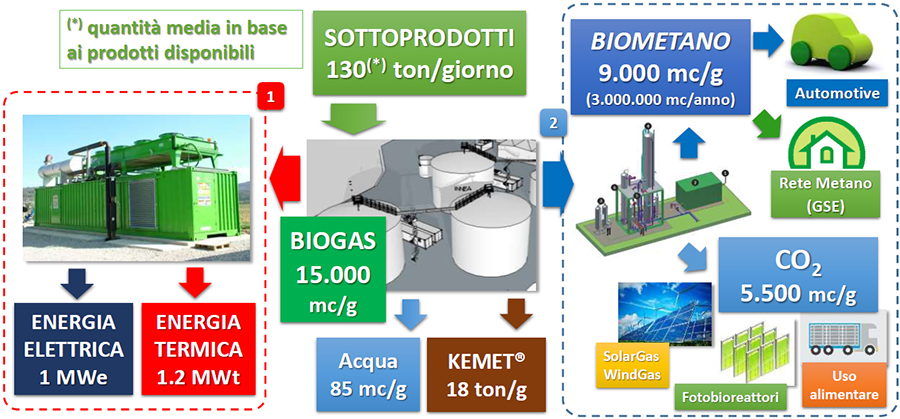
Produzione impianto da 130 ton/g di Sottoprodotti
Con un impianto InnEA dal trattamento giornaliero di 130 tonnellate di sottoprodotti, si ottengono:
- 18 tonnellate di compost di alta qualità da usare o rivendere;
- 5.500 m3 di CO2 pura al 99% destinata a diversi usi tra cui quello alimentare;
- 15.000 m3 di biogas, che diventano 9.000 m3 di biometano o alimentano un cogeneratore da 1 MW per la produzione di energia elettrica e termica.
Un impianto tipo è in grado di utilizzare, in funzione della disponibilità annuale e stagionale, i sottoprodotti e/o biomasse residuali come elencati nella TABELLA 1 A del DLGS 6 luglio 2012. Le miscele possibili sono molteplici perché l’impianto, per le sue caratteristiche tecnologiche e progettuali, è del tutto in grado di trattare le più disparate matrici biologiche senza subire fermate del processo e senza necessità dello svuotamento dei digestori adeguando automaticamente e velocemente la produzione di biometano.
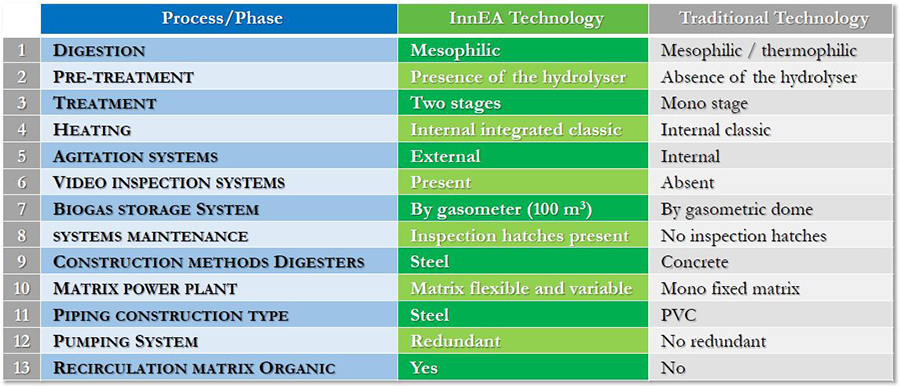
Le innovazioni tecnologiche di InnEA
Lo schema seguente ha lo scopo di riassumere le innovazioni tecnologiche di InnEA nel campo della produzione di biogas/biometano e sottolinea le principali differenze rispetto alla tecnologia standard dei concorrenti sul mercato italiano.
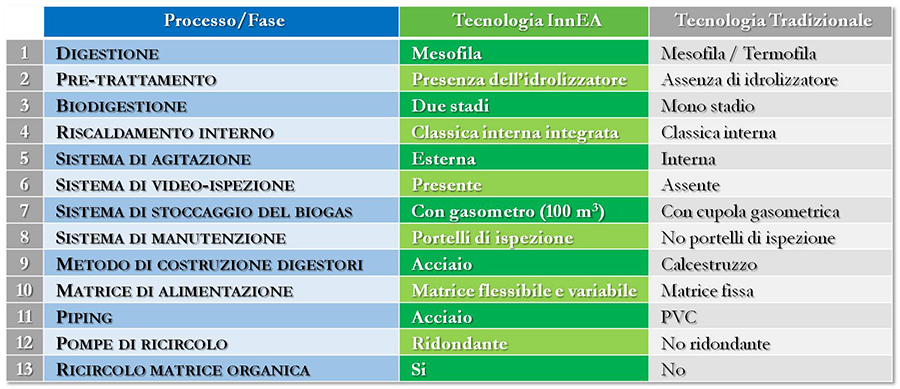
Le 13 principali caratteristiche che ci differenziano dai concorrenti sul mercato italiano:
- Digestione: Operare in mesofilia piuttosto che in termofilia consente una gestione semplificata del processo di digestione riducendo il tempo di disgregazione della sostanza organica;
- Pre-trattamento: La fase di idrolisi del processo digestivo comporta molteplici vantaggi:
- Maggiore efficienza nell'utilizzo di materiali organici, soprattutto in presenza di componenti di cellulosa;
- Attraverso un pH inferiore vi è una riduzione della componente batteriologica che migliora il processo digestivo;
- Mantenere uno stoccaggio della materia prima già predigerita che può entrare direttamente nel processo digestivo migliorando sensibilmente i tempi di risposta;
- Biodigestione: Il sistema a doppio stadio consente una migliore bio-digestione aumentando di almeno 15% della produzione di biogas;
- Riscaldamento interno: Il sistema di riscaldamento è di tipo tradizionale, ma dotato di sistemi di controllo relativi ai parametri misurati nelle fasi di pre-trattamento e trattamento;
- Sistema di agitazione: I sistemi di agitazione esterni possono essere manutenuti senza arrestare il processo digestivo e l'integrazione con il sistema di controllo è progettato per aumentare la flessibilità produttiva dell'impianto;
- Sistema di video - ispezione: In aggiunta al controllo chimico e fisico dei parametri di digestione attraverso specifiche sonde elettroniche nelle fasi di trattamento e pretrattamento, vi sono telecamere che consentono un controllo visivo del processo digestivo;
- Sistema di stoccaggio del biogas: Un gasometro a campana (quantità di stoccaggio di gas molto minore rispetto ad una cupola) ha il duplice vantaggio di aumentare il tempo di risposta del sistema e di semplificare le procedure amministrative per la gestione dello stoccaggio del gas;
- Sistema di manutenzione: La presenza di portelloni di ispezione migliora la manutenzione del sistema;
- Metodo di costruzione digestori: Realizzare i digestori in acciaio, piuttosto che in cemento con copertura a cupola gasometrica in pvc, comporta diversi vantaggi:
- Durata della vita;
- Tenuta e affidabilità;
- Riciclaggio dei materiali (l’acciaio può essere riciclato al contrario del calcestruzzo che ha notevoli costi di smaltimento);
- Matrice di alimentazione: Una matrice flessibile e variabile consentono la ricetta di adattarsi alla variazione biologica dell'ambiente;
- Piping: Un piping in acciaio consente una maggiore resistenza meccanica ed una durata più lunga;
- Pompe di ricircolo: La ridondanza del sistema di pompaggio è in grado di ridurre i fermi di produzione e migliorare il programma di manutenzione;
- Ricircolo matrice organica: Il vantaggio di avere un sistema di ricircolo tra il digestore primario e secondario permette di variare la velocità del processo di fermentazione e di sfruttare appieno la materia organica.
")
")